CAS Risen – A Chinese Manufacturer Specializing in Anaerobic Adhesives
From Loosening Prevention to High-Strength Bonding: What Is the Development Potential of Anaerobic Adhesives?
“In the past, product defects caused by screw loosening have also occurred…”
“Repairing micro components is extremely difficult, and quality depends on the skill level of workers…”
“Bonding metal components is more challenging than bonding plastic components…”
“For mass production, I want to replace fasteners with adhesives, but I don’t know which type to choose…”
Anaerobic adhesives can solve all these problems on the production floor.
I. What Are the Proper Curing Conditions?
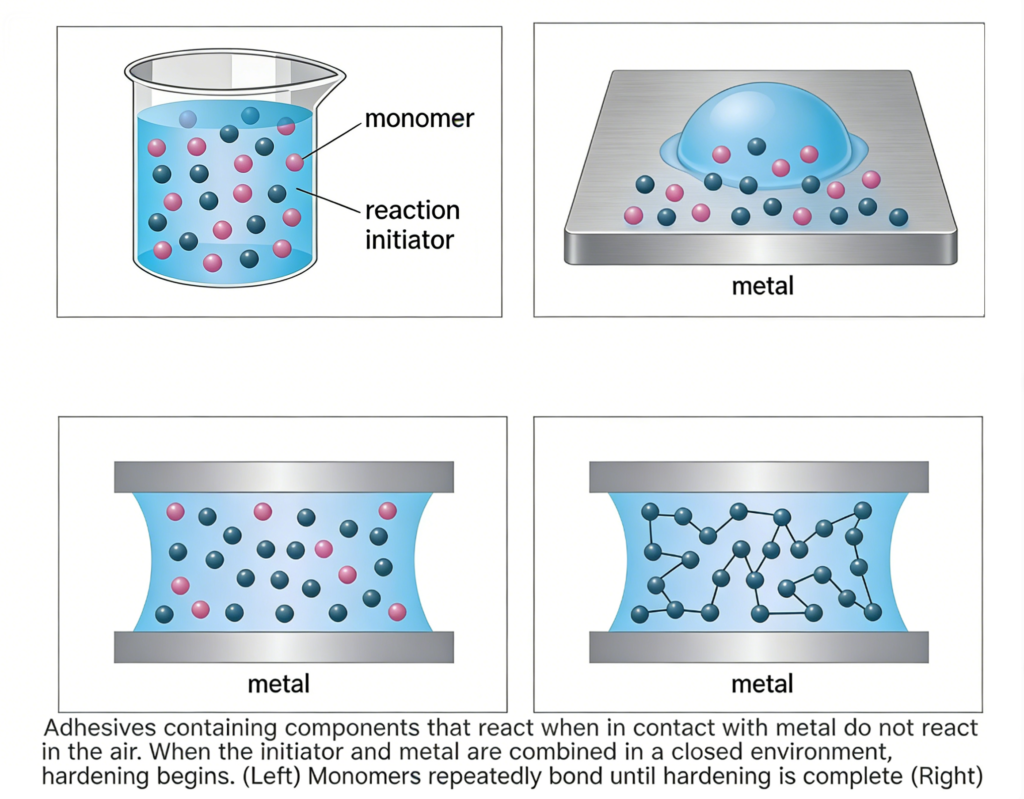
Anaerobic adhesives feature a unique curing mechanism: they harden when oxygen is excluded and in contact with metal, making them highly effective for screw loosening prevention and metal bonding.
Key Properties of Anaerobic Adhesives
① Excellent Bonding Performance on MetalsAnaerobic adhesives have good affinity with iron, stainless steel, aluminum, copper alloys, and other metals.When applied and bonded to surfaces, they deliver strong shear strength to securely fix and seal metal components such as screws, shafts, bearings, and sleeves.With outstanding fluidity, they can penetrate micro gaps as small as 0.05 mm, simplifying structures that previously required grease or O-rings and improving sealing performance.
② High Resistance to Heat, Weathering, and Chemical Corrosion
Once cured, anaerobic adhesives form a rigid polymer resin layer that maintains stable performance even under harsh conditions:
- Retain bonding strength at temperatures up to 150 °C and above
- Exhibit excellent weather resistance against moisture, UV radiation, and outdoor erosion
- Demonstrate high tolerance to oil, gasoline, cutting fluids, and organic solvents, making them ideal for industrial machinery
③ One-Component, Solvent-Free & Eco-Friendly
Anaerobic adhesives are supplied as one-component products, eliminating the risk of mixing or ratio errors during application.They cure at room temperature without requiring heat, UV exposure, or special equipment.Their solvent-free formulation offers environmental benefits
- Reduces odors and hazards to workers
- Features near-zero VOC emissions (meeting factory environmental standards)
- Contributes to sustainable development goals and ESG objectives (supporting sustainable manufacturing)
II. Proper Curing Conditions
- Oxygen Exclusion: Do not cure in air; require a sealed environment (e.g., gaps between screws and metal components).
- Contact with Metal Ions: Curing accelerates on active metals such as iron, copper, and brass. Primers are recommended for aluminum and stainless steel surfaces.
- Temperature Control: Optimal temperature is 20–30 °C. Curing slows below 10 °C and accelerates above 60 °C.
- Proper Gap Size: Recommended gap is 0.05 mm – 0.25 mm. For larger gaps, use high-viscosity grade adhesives.
Curing Time
- Fixture time: 5–15 minutes (active metals); 15–60 minutes (inert metals)
- Full cure: At least 24 hours
III. Main Applications of Anaerobic Adhesives
1. Bonding for Screw Fastening
Anaerobic adhesives are widely used on metal fasteners, including screws, bolts, and nuts.
Applied to threaded surfaces, they fill gaps between screws and mating components, block oxygen, and cure firmly.
This greatly reduces the risk of loosening or failure caused by vibration.
Dispensing equipment with precise micro-dosing and splash-proof properties is essential.
2. Bonding of Flat Metal Components
Anaerobic adhesives are also used for bonding flat metal sheets.
As metals block UV light, UV adhesives struggle to cure; anaerobic adhesives react with metal ions, making them highly suitable for flat metal bonding.